











我们能给的
远比您想的更多
隐私条款信息保护中,请放心填写
15832757777
福德隆各地办事处可统一调度,上门服务
吹塑件壁厚技术均匀知识
1、异型口模
口模异型化是指挤出机头的口模或芯棒局部位置开设凹槽,增大对应制件拐角处的口模间隙,以增加型坯局部位置的壁厚,得到异型化的型坯,弥补吹胀比不一致造成的径向壁厚不均,从而得到壁厚较为均匀的制件。针对性地采用异型口模,并通过多次试模、优化、设计加工出合理的异型口模,可以极大提高制件壁厚分布的均匀性。
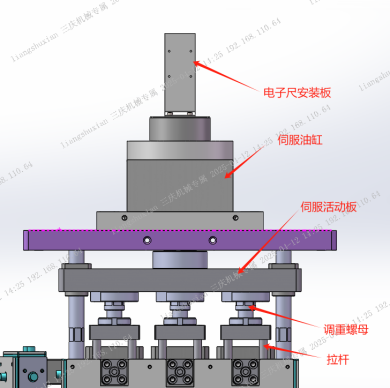
2、轴向壁厚控制技术
轴向壁厚控制技术的作用是使得挤出的塑料型坯,根据制品不同的吹胀比沿轴向获得不同的厚度,从而保证最终制品有比较均匀的壁厚。它是通过使芯棒或口模根据预设位置作轴向运动而改变机头的开口量,达到改变塑料型坯壁厚的目的。目前中空成形机的储料机头一般都具有轴向型坯控制功能,其控制点从30点到256点不等。
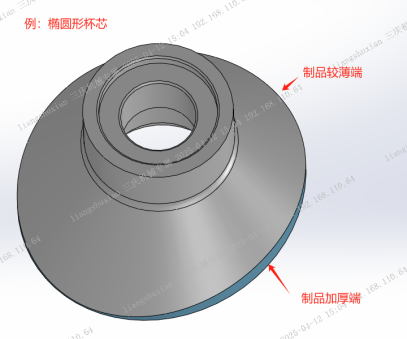
3、径向壁厚控制技术
采用轴向壁厚控制技术虽然能改善吹塑制品高度方向上的壁厚分布,但由于其挤出塑料型坯的水平截面仍呈等厚圆形,对部分在径向某一部位有较大吹胀比要求的制品显得仍不是最佳,因此便产生了径向壁厚控制技术。径向壁厚控制技术可以使挤出的型坯在所要求的区段内呈非圆截面的变化。径向壁厚程序控制技术发展至今,大致形成了2种典型的设计,一种称为柔性环式,另一种称为口缘修形式。
但目前径向壁厚技术方面,国内技术尚未成熟,而德国在这方面的技术比较超前。相信很快我国在这方面的技术也会取得技术性的突破及拥有属于自己的专利。


